MANAGER: Società Consortile a Responsabilità Limitata
PARTNER COINVOLTI: Unisalento, De Pascalis, Eurostrade, Consorzio Athanor, CMCC, Antheus, Global software, Icatec
LUOGO DI SVOLGIMENTO: Sedi partner e fornitori di ricerca a contratto
DESCRIZIONE DELLE ATTIVITA’ SVOLTE:
Attività 5.1: Set-up dell’intervento dimostrativo (RI)
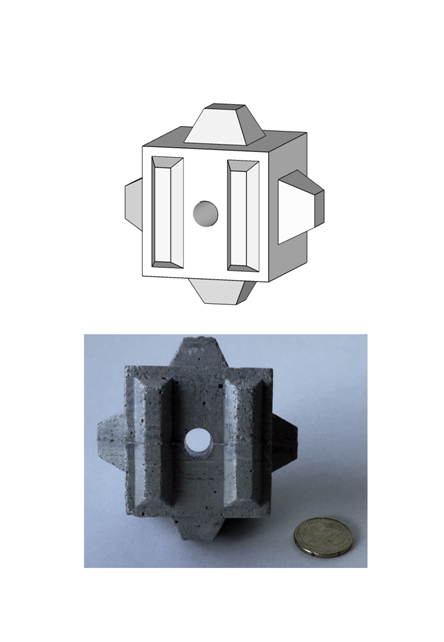
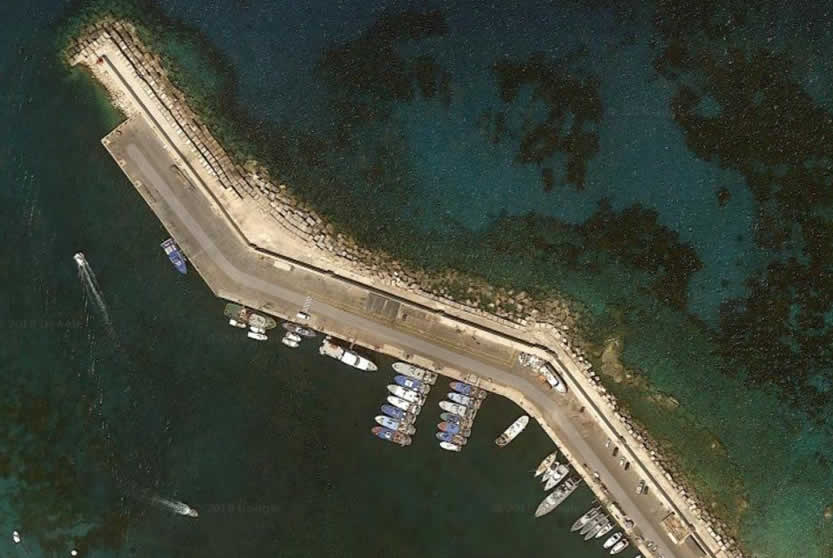
Nella presente attività è stato definito l’intervento pilota sulla base delle analisi delle caratteristiche strutturali dell’infrastruttura portuale selezionata e del contesto ambientale in cui essa è collocata. La diga foranea del porto di Otranto, oggetto di studio, è realizzata in massi artificiali la cui geometria, di forma cubica e parallelepipeda, favorisce l’integrazione del nuovo elemento di mantellata progettato (Figura 1).
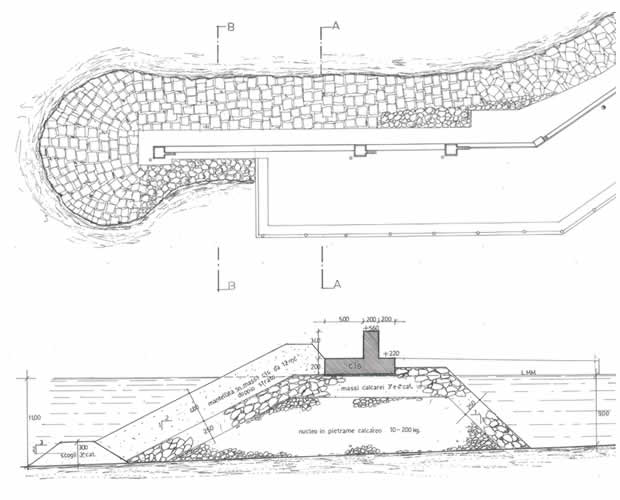
Figura 1 - Stralcio planimetrico e la sezione tipo della diga del Porto di Otranto.
Sulla base dei primi risultati delle attività svolte nell’OR2, e tenendo conto della geometria e delle dimensioni del blocco innovativo da realizzare, è stata avviata l’attività di progettazione del mix design delle miscele di calcestruzzo con cui produrre i blocchi per l’intervento dimostratore, al fine di poter valutare la trasferibilità in impianto della fase di preparazione del calcestruzzo.
Le prime valutazioni sono state volte alla modalità di gestione delle problematiche relative alla connettività internet ed all’alimentazione elettrica del sistema di monitoraggio.
Attività 5.2: Realizzazione dell’intervento dimostrativo e suo sistema di monitoraggio (SS)
E’ stata avviata l’attività di progettazione e realizzazione della cassaforma del blocco innovativo, che è risultata piuttosto critica, tenendo conto della geometria del blocco e delle caratteristiche della miscela di calcestruzzo, sviluppate nell’ambito di altre attività di progetto.
In particolare, sono stati effettuati numerosi tentativi di realizzazione della cassaforma in materiali diversi, nonché di apertura della cassaforma stessa, per consentire le operazioni di getto, di scasseratura e di posizionamento di eventuali agganci per l’imbragatura e la movimentazione dei blocchi.
Si è valutata, altresì, la possibilità di realizzare i blocchi in sito, piuttosto che presso lo stabilimento del partner De Pascalis, in funzione della disponibilità del sito e dei tempi di lavorabilità del calcestruzzo.

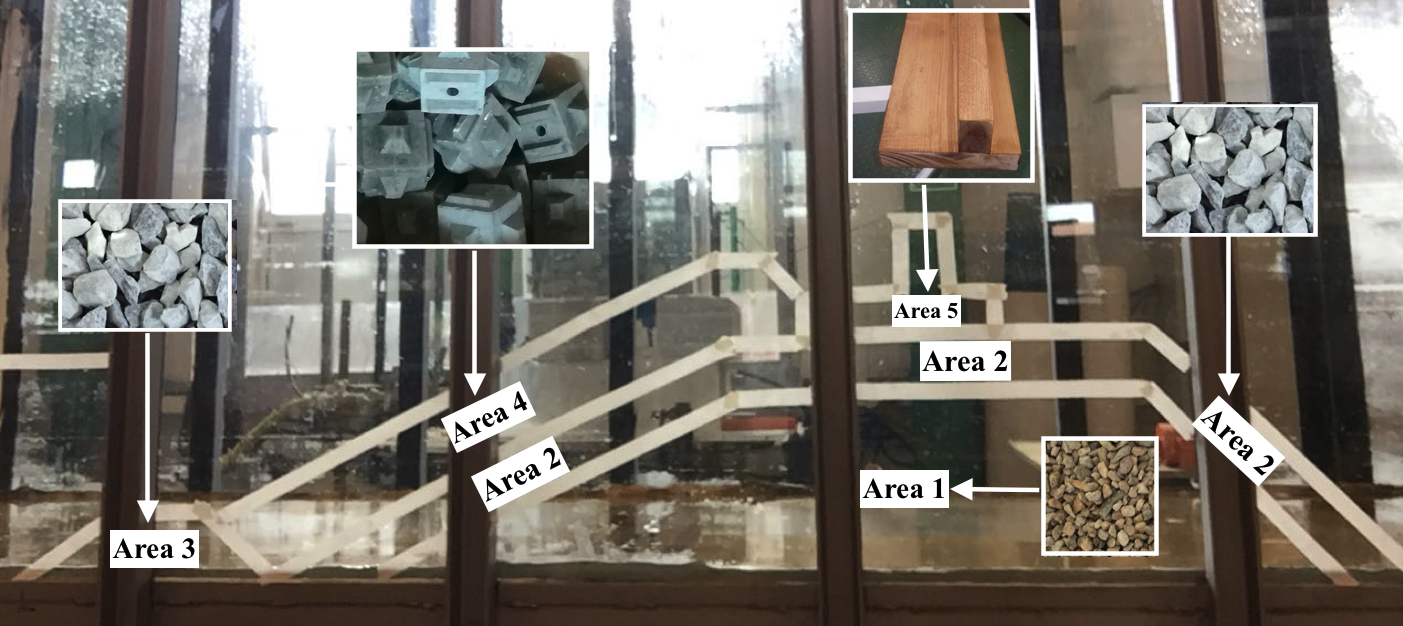
Figura 2 – Localizzazione dell’area di intervento presso il porto di Otranto.
È in fase di svolgimento l’attività di definizione in scala reale, della tipologia di supporti da inserire nella cassaforma, per il posizionamento dei sensori di monitoraggio, all’interno del blocco.
È stata avviata la realizzazione del sistema di monitoraggio nell’intervento dimostratore, prendendo in considerazione le diverse componenti costituenti: componente mare, terra e web (come descritto nelle precedenti attività 1.3.4 e 3.3).
Per quanto riguarda la componente mare, di seguito vengono descritte le tipologie di sensori e connessioni necessarie:
- Cavi a fibra ottica di uso generale per sensori FBG, utilizzabili per collegare in serie più sensori con minime perdite ottiche. Collegamenti connettore ottico FC/APC
- Catena interna di misura (Lunghezza d'onda: S1t=1503,3 nm; S2d=1509,7 nm; S3d=1516,1 nm): disposizioni sensore o accessori per applicazioni a fibra ottica, adattate all'applicazione su specifica del cliente, ad es. disposizioni di trasduttori collegati tramite giunti e cavi protetti della serie FS; cavi a fibra ottica speciali; armadi protettivi per l'alloggiamento di interrogatori; cassette di protezione per collegamento a cavo; macchine; utensili; materiale di consumo; ecc.
- Catena esterna di misura (Lunghezza d'onda: S1t=1522,5 nm; S2a=1528,9 nm; S3a=1535,1 nm): disposizioni sensore o accessori per applicazioni a fibra ottica, adattate all'applicazione su specifica del cliente, ad es. disposizioni di trasduttori collegati tramite giunti e cavi protetti della serie FS; cavi a fibra ottica speciali; armadi protettivi per l'alloggiamento di interrogatori; cassette di protezione per collegamento a cavo; macchine; utensili; materiali di consumo; ecc.
- Sensori di deformazione per test di laboratorio basati su filamento a fibra di Bragg (FBG), alta risoluzione, affidabili a lungo termine. Tipo sensore def. incorp/IP68. Collegamenti connettore ottico FC/APC. Cavo da esterni 2M Lunghezza d'onda: S1d=1541,5 nm; S2d=1547,9 nm; S3d=1554,3 nm.
- Sensori di deformazione per test di laboratorio basati su filamento a fibra di Bragg (FBG), alta risoluzione, affidabili a lungo termine. Tipo sensore def. incorp/IP68. Collegamenti connettore ottico FC/APC. Cavo da esterni 2M Lunghezza d'onda: S1d=1541,5 nm; S2d=1547,9 nm; S3d=1554,3 nm.
- Sensori di temperatura per test di laboratorio basati su filamento a fibra di Bragg (FBG), immuni alle deformazioni, affidabili a lungo termine. Tipo incorporato (IP68). Collegamenti connettore ottico FC/APC. Cavo da esterni 2M Lunghezza d'onda: S1t=1560,8 nm; S2t=1567,2 nm; S3t=1573,8 nm.
Per quanto riguarda la componente terra, di seguito è descritta la centralina Fiber Sensing che avrà il compito di acquisire i dati dai sensori:
- K-FS22-01-500-420: Interrogatore progettato specificamente per interrogare i sensori basati sulla fibra a griglia di Bragg (FBG) in ambienti industriali, mediante la collaudata tecnologia a spazzolata laser continua. Lo industrial BraggMETER FS22 comprende il riferimento alla lunghezza d'onda tracciabile NIst, consentendo la taratura continua per assicurare l'accuratezza del sistema nelle operazioni a lungo termine. L'alto campo dinamico e la potenza di uscita consente di ottenere alta risoluzione anche con lunghi conduttori a fibra ed interconnessioni con perdite.
Nel prossimo sal, si definiranno gli ulteriori accessori necessari come l’armadio stradale di contenimento dell’intero sistema di monitoraggio e la cassetta di alloggiamento di tutte le terminazioni delle varie catene di misure del blocco sensorizzato.
Per quanto riguarda la componente web, sono state affrontate le seguenti problematiche:
- Definizione dell’architettura hardware del Data Center
Si è indagato sulle possibili soluzioni architetturali per la progettazione di Data Center, al fine di ospitare server, storage, gruppi di continuità e tutte le apparecchiature che consentono di governare i processi, seguendo lo standard di riferimento “TIA-942”. Si sta valutando quale soluzione adottare che rappresenti un buon compromesso per quanto riguarda appunto la complessità, sicurezza e costi.
- Configurazione del Server Cloud
Sono state prese in considerazione le differenti tipologie di servizio che un sistema cloud può fornire: Saas (Software as a Service), Paas (Platform as a service), Daas (Desktop as a Service) e Iaas (Infrastructure as Service).
- Settaggio del mirroring dell'hard-disk
Per quanto riguarda l’adozione di procedure RAID, l’orientamento è quello adoperare tecniche di tipo RAID 1 di replicazione, anche conosciute come “mirroring dell'hard-disk”.
- Installazione Software dedicati all'attivazione del Web-Server
E’ stata effettuata un’indagine valutativa per la scelta del Web-Server da impiegare, di seguito una lista di web server considerati, come Apache HTTP Server, Apache Tomcat, Cassini Server Web, ColdFusion, HTTP File Server, Internet Information Services, KLone, nginx, ecc.
- Impostazione del Microsoft Internet Information Service 7
Si sta valutando l’impiego di Microsoft Internet Information Service 7 con i relativi servizi per sistemi operativi Microsoft Windows
- Installazione delle Librerie Persits Software
È stata presa in considerazione la possibilità di utilizzare le librerie messe a disposizione da Persits Software, per la funzionalità di caricamento di file su server, ridimensionamento delle immagini, generazione di file PDF, sicurezza di Windows, ecc.
- Configurazione delle copie di Backup: Totale, incrementale e differenziale con sincronizzazione
Sono stati presi in considerazione i diversi approcci di backup: Completo, Incrementale, Differenziale, Reverse delta, A protezione continua dei dati.
- Configurazione delle regole del firewall in entrata/uscita
È stata analizzata la configurazione delle regole (al fine di definire le adeguate policy di sicurezza sul firewall), le politiche per l'applicazione delle regole, la tipologia di firewall host-based/network-based (a seconda della natura del sistema che proteggono), ecc.
Attività 5.5 Ottimizzazione delle soluzioni sviluppate (SS)
Sulla base dei risultati dalle attività di laboratorio, è stata eseguita un’analisi critica degli stessi, volta a definire modifiche e miglioramenti sia delle caratteristiche geometriche degli elementi di mantellata, sia delle miscele con cui realizzarli.
Attività 5.6: Valutazione delle prospettive di industrializzazione delle tecnologie prototipali sviluppate (SS)
Nell’ambito dell’attività 5.6 è in corso di valutazione la prospettiva di industrializzazione delle tecnologie prototipali in fase di sviluppo. È oggetto di valutazione, inoltre, la possibilità di brevettare una o più delle soluzioni proposte.
Attività 5.7 Analisi di certificabilità dei materiali/prodotti e di sostenibilità economico-ambientale delle soluzioni proposte (RI))
Nella presente attività si è focalizzata l’attenzione sugli aspetti normativi di riferimento, al fine di individuare correttamente le procedure da seguire per la futura certificazione dei materiali e prodotti in corso di sviluppo. Ciò allo scopo di stimare, per ciascuno di essi, la capacità di rispettare i requisiti fissati dalle norme, fornendo per tempo eventuali indicazioni per indirizzare la prototipazione e la futura industrializzazione verso il rispetto di tali requisiti. Tale studio ha sinora riguardato gli aggregati da riciclo e i calcestruzzi con posidonia e aggregati da riciclo.
Si è svolta un’analisi LCA (Life Cycle Assessment) relativa alla sola fase di manifattura, di tipo comparativo tra differenti elementi frangiflutto standard ed i rispettivi sviluppati nel corso del progetto Eco-Smart Breakwater, che utilizzano aggregati da riciclo da scarti di costruzione e demolizione e Posidonia. Si sono considerate tre tipologie di cemento autocompattante per gli elementi standard e altrettanti per gli elementi innovativi. In questa analisi comparativa, si è considerato anche l’utilizzo di Posidonia tal quale all’interno delle miscele innovative. Nel corso dell’analisi, sono stati presentati in dettaglio gli obiettivi ed il campo di studio della LCA, l’inventario, i flussi ed i risultati finali, in un’ottica di comparazione tra le due differenti tipologie di prodotto.
Lo studio LCA è stato eseguito in conformità con le linee guida e i requisiti principali riconosciuti a livello internazionale, in particolare gli standard ISO 14040:2006 e ISO 14044:2006. L’analisi si è articolata secondo le seguenti fasi:
- La raccolta dei dati,
- L'inserimento dei dati nel simulatore software (GABI 8),
- Redazione dei risultati dell'analisi.
L’obiettivo finale, come già definito, è comparare le performance energetico-ambientali di due differenti tipologie di elementi frangiflutti, relativamente alla fase di manifattura. Le miscele qui presentate sono attualmente in fase di finalizzazione da parte del CETMA. La geometria del blocco è quelle definita nell’Attività 4.1, con un volume pari a 11,65 metri cubi.
Per il prodotto standard si sono considerate 3 differenti formulazioni in cui si varia la tipologia di legante cementizio, il CEM IV: in particolare si utilizzano tre varianti, il C35, il C40 e il C45 e di conseguenza cambiano le rispettive formulazioni (Figura 3).

Figura 3 – Composizione dei blocchi standard, rispettivamente, da sinistra a destra, con CEM IV C35, C40 e C45.
Di conseguenza si sono valutare tre formulazioni differenti anche per il blocco Ecosmart Breakwater, ipotizzando, in base ai risultati intermedi del progetto, una percentuale di sostituzione tra aggregato da riciclo e Posidonia pari a circa il 30%.
Al netto delle operazioni di recupero e trasporto presso l’impianto della posidonia e delle operazioni di pulizia, frantumazione e vagliatura degli aggregati da riciclo, i processi per la produzione dei blocchi frangiflutti possono essere considerati coincidenti (Figura 4).
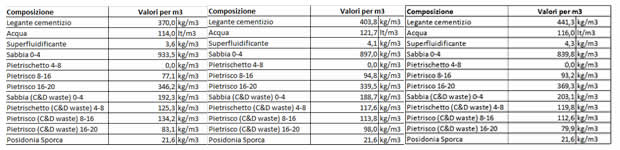
Figura 4 – Composizione Blocco Eco-Smart Breakwater con, da sinistra verso destra, CEM IV – C35, C40 e C45
L’unità funzionale dell’analisi è il singolo blocco frangiflutto, realizzato e messo in opera. Al momento (M12) si sono considerate equivalenti le performance meccaniche tra prodotto standard e prodotto innovativo, al netto delle risultanze di caratterizzazione delle miscele ottenute nell’Attività 2.4.
Per ciascuno dei sei blocchi prima riportati, a valle della fase di inventario (raccolta dati), questi sono stati inseriti all’interno del simulatore GABI 8, per ricavare i rispettivi diagrammi di flusso (nella seguente figura è riportato, a titolo di esempio, quello relativo al blocco standard con CEM IV – C35.
I pesi complessivi dei 3 blocchi sono di: 26,79 tonnellate per quello con CEM IV – C35, 26,83 tonnellate per quello con CEM IV – C40 e 26,88 tonnellate per quello con CEM IV – C45 (Figura 5).
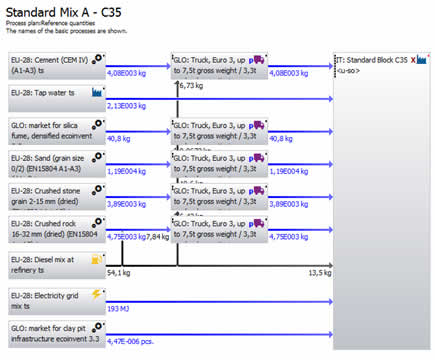
Figura 5 – Inventario Blocco Standard con CEM IV – C35
Nel caso dei blocchi Eco-Smart Breakwater, come anticipato si è ipotizzata una percentuale di sostituzione del 30% in peso di aggregati da riciclo e Posidonia. In aggiunta per le tre differenti formulazioni sono stati considerati i benefici generati dall’evitato conferimento in discarica degli scarti da costruzione e demolizione (i cosìdetti C&D waste) e della Posidonia. A titolo di esempio, nella seguente figura, si riporta il diagramma di flusso relativo al blocco innovativo on CEM IV C35 (Figura 6).
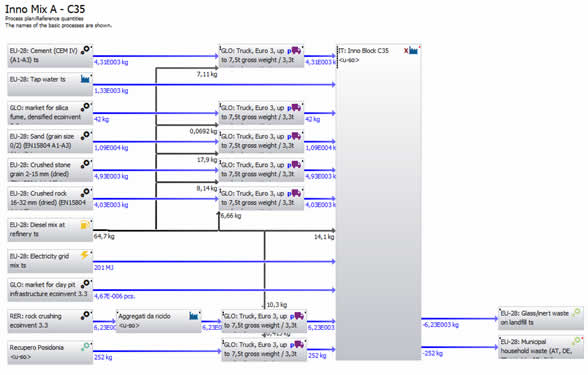
Figura 6 - Inventario Blocco Ecosmart BreakWater con CEM IV - C35
A termine della fase di inventario e descrizione dei diagrammi di flusso, si è avviata la valutazione degli impatti; terza fase dell’analisi LCA. In questa fase sono stati valutati i parametri di potenziale di riscaldamento globale (GWP – Global Warming Potential), che esprime il contributo all’effetto serra atmosfera delle emissioni gassose, e il G.E.R. (Gross Energy Requirement), che tiene conto dell’ammontare totale di energia richiesta per la realizzazione del progetto, considerando tutti le fasi del processo che assorbono o eventualmente producono energia, relativa a fonti sia rinnovabili che fossili.
Di seguito sono riportati i risultati per le tre tipologie classe di resistenza, rispettivamente versione Standard (SoA) e versione Ecosmart Breakwater (Inno), con relativa riduzione percentuale degli impatti (Tabella 1).
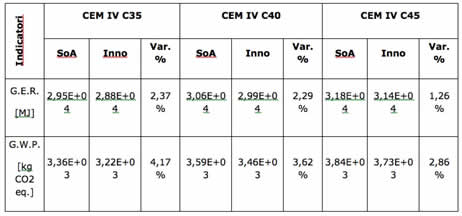
Tabella 1: Riepilogo degli impatti
Il sistema Ecosmart Breakwater risulta seppur di poco migliore in termini di performance energetico-ambientali con risultati più ottimistici per la soluzione C35 (riduzione del 4,2% di GWP e del 2,4% di GER). In termini assoluti si ha una riduzione di emissione di gas serra che va dai 110 kg di CO2 eq. per blocco della classe C45 ai 130 kg di CO2 eq. per blocco della classe C35.
Nel corso del secondo anno di progetto, ed in base ai risultati di processi di ottimizzazione sulle miscele o sui processi, Attività 5.5), possibile sarà possibile una ulteriore riduzione dei valori delle categorie di impatto del blocco Eco-Smart Breakwater.
Nella stessa attività si sono avviate anche le analisi LCC (Life Cycle Costing) comparative, sui medesimi blocchi oggetto dell’analisi LCA, allo scopo di valutare i vantaggi ottenibili, in termini economici, limitatamente alla fase di realizzazione dei manufatti, considerando invece prestazioni simili (e a costo zero data la tipologia di prodotto) della fase d’uso.
Applicando la metodologia LCC sono stati valutati i costi connessi alla fase di manifattura e produzione del ciclo di vita del prodotto ovvero, nel caso di applicazione in ambito costruzioni, la Life Cycle Costing comprende la totalità dei costi che incidono su queste due fasi, più il contributo realizzativo dell’impianto di produzione del calcestruzzo.
Per la realizzazione dell’analisi sulle due alternative (i.e. standard ed Ecosmart Breakwater) è stato adottato il seguente approccio:
• Definizione dell’obiettivo, delle finalità e dei limiti di competenza del presente studio;
• Raccolta dei dati di interesse per la definizione del processo;
• Raccolta dei dati caratteristici di costo, funzionali allo sviluppo dell’analisi di LCC, connessi a ciascun elemento costituente le due differenti tipologie di prodotto;
• Analisi dei dati di costo allo scopo di giungere ad una valutazione dell’impegno economico dell’intervento nel suo complesso;
• Analisi comparativa tra l’impatto economico connesso alla configurazione standard del blocco (secondo le tre tipologie di cemento) e quello della configurazione sviluppata nel corso del progetto (anche qui secondo le tre tipologie di cemento autocompattante).
Al fine di quantificare i costi di produzione dei prodotti presi in esame i seguenti componenti di costo sono stati presi in considerazione:
• Costi d’investimento e relativi ammortamenti: CAPEX.
• Costi Operativi: OPEX
I costi operativi sono correlati ai volumi (e sono pagati per quantità prodotta); le materie prime e il costo di personale sono tipicamente costi operativi.
Al fine di avere impatto economico e ambientale comparabili gli stessi limiti di batteria e la stessa unità funzionale (i.e. 1 blocco da 11,65 m3) sono stati presi in considerazione per l’analisi.
Nel costo di produzione totale (comprendente investimento, personale, energia, manutenzione e materie prime) le materie prime impattano per più dell’80%, seguite dal costo di energia e personale. In Tabella 2 sono riportati i costi unitari per prodotto, che tengono conto di un’ipotesi di costo di circa 2€ a tonnellata per gli aggregati da riciclo, e di un costo trascurabile (nullo) della Posidonia (considerando i risparmi di costo derivanti dal mancato conferimento in discarica).
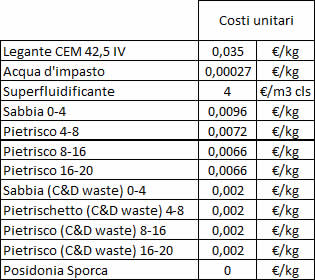
Tabella 2: Costi unitari della materia prima
Nella seguente tabella si sintetizzano i risultati ottenuti dall’analisi LCC di confronto tra i blocchi tradizionali e quelli innovativi Eco-Smart Breakwater.
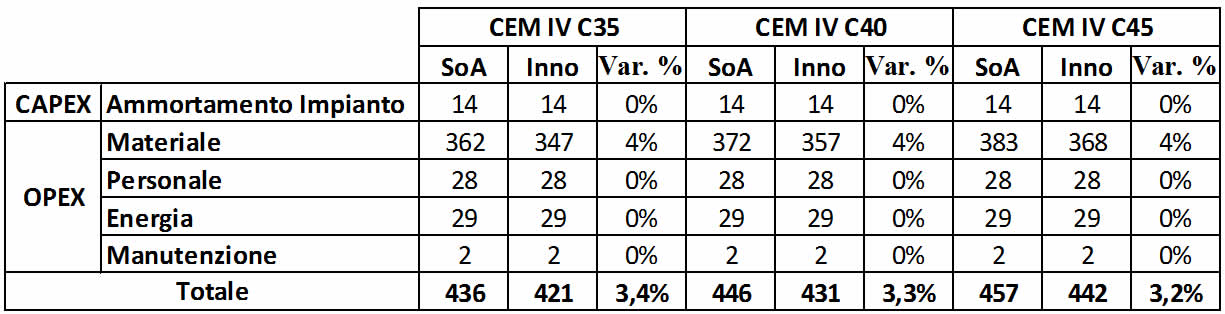
Tabella 3: Sintesi costi per blocco flangiflutto
Il risparmio di circa il 3% è relativo ai costi del materiale, che incidono su un risparmio totale dal 3,2 fino al 3,4% in funzione della classe di resistenza del calcestruzzo.
Questo risparmio, seppur minimo, è relativo ad un prodotto utilizzato in grandi volumi, pertanto se si considera un risparmio di circa 15 € per blocco, considerando un gran numero di elementi si può arrivare a risparmi significativi.
Inoltre attraverso l’analisi LCC è stato possibile evidenziare che nell’ulteriore fase di sviluppo dei 12 mesi di progetto sarebbe opportuno porre attenzione sul quantitativo di cemento necessario per ottenere la stessa classe di resistenza tra calcestruzzo prodotto con materia prima vergine e materia prima seconda. Una diminuzione del cemento nella formulazione innovativa porterebbe ad un risparmio maggiore.
I risultati delle analisi LCA/LCC compiute all'attuale stato di avanzamento, potranno essere aggiornate, qualora i risultati che si avranno nel corso dell'Attività 5.5 di ottimizzazione comportino modifiche a livello di composizione e/o processi produttivi.